  《混凝土结构工程施工质量验收规范》 (GB50204-2002) 《混凝土结构工程施工质量验收规范》 (GB50204-2002)
5.3.1 受力钢筋的弯钩和弯折应符合下列规定:
— HPB235级钢筋末端应作180°弯钩,其弯弧内直径不应小于钢筋直径的2.5倍,弯 钩的弯后平直部分长度不应小于钢筋直径的3倍。
— 当设计要求钢筋末端需作135°弯钩时,HRB335级、HRB400级钢筋的弯弧内直径不应小于钢筋直径的4倍,弯钩的弯后平直部分长度应符合设计要求。
— 钢筋作不大于90°的弯折时,弯折处的弯弧内直径不应小于钢筋直径的5倍。
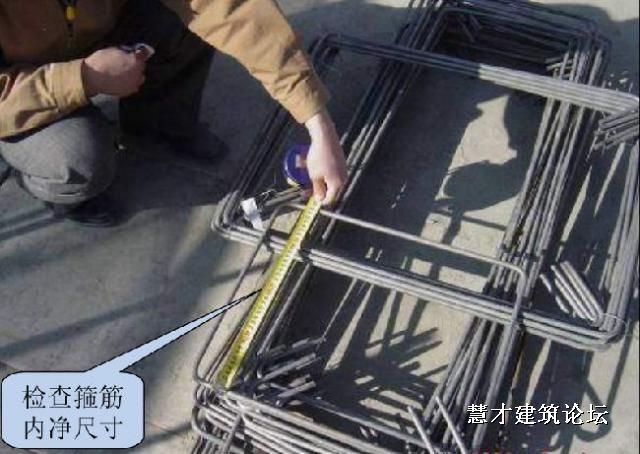
检验方法:钢尺检查。
5.3.4 钢筋加工的形状、尺寸应符合设计要求,其偏差应符合表5.3.4的规定。检验方法:钢尺检查。
钢筋加工场布置图
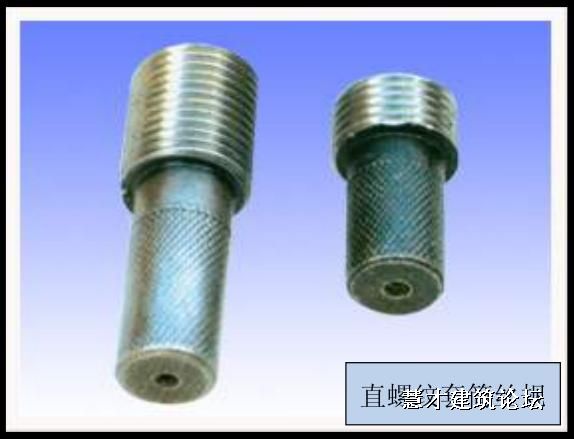
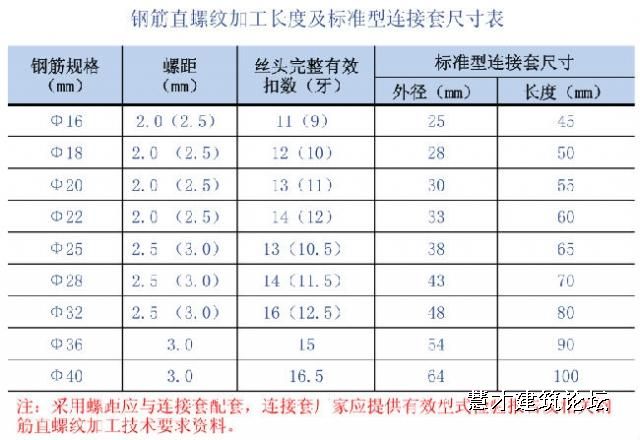
★ 钢筋直螺纹加工「DB50/5027-2004」
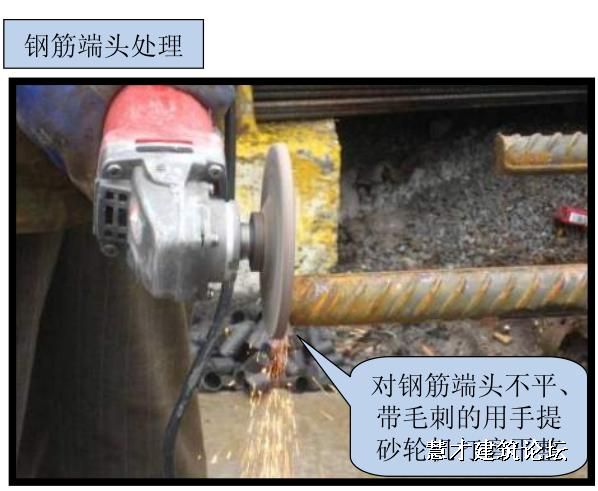
6.3.4 加工丝头前应检查娇直钢筋端部弯曲和修磨端头切口的飞边。
6.3.5 钢筋切割必须用冷加工,其平头切口端面倾斜度不应大于2°
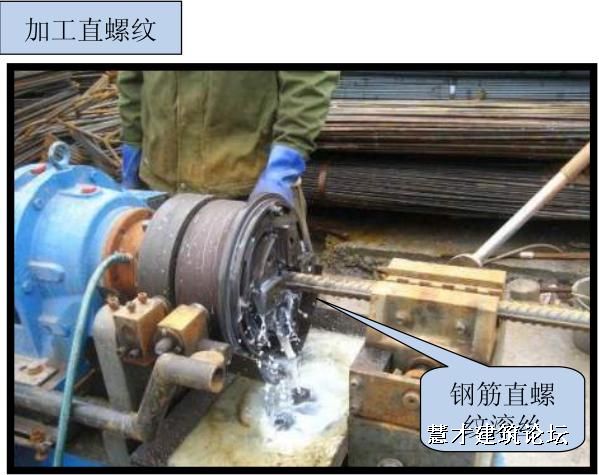
A.0.2 机床加工钢筋直螺纹丝头应一次剥肋滚扎成型,要求螺纹精度达到《普通螺纹公差与配合》( GB197)中规定的6h级,齿面粗糙度达 到Ra1.6,并实现剥肋滚扎刀具自动张合、自动退刀和自动停止。
A.0.4 随机抽取同规格丝头数的10%进行以下内容的外观质量检验并按附录C中表C.0.3的要求填写检查记录。
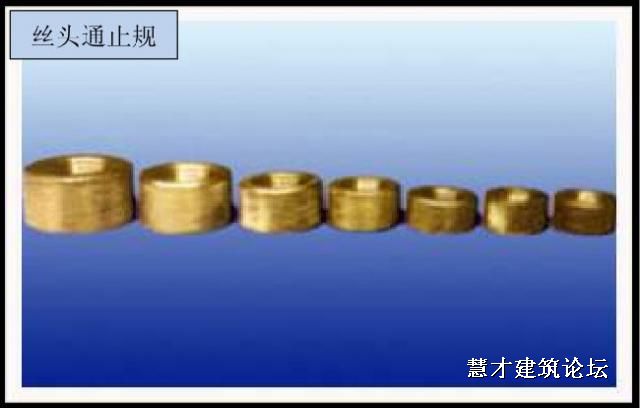
— 牙型检验:牙型饱满,无断牙、秃牙缺陷,且与环规牙型吻合,牙面光洁为合格品。
— 螺纹外径和同轴度检验:偏差应符合表3.4.2-1和表3.4.2-2的要求。
★ 钢筋直螺纹加工「DB50/5027-2004」
6.3.4 加工丝头前应检查娇直钢筋端部弯曲和修磨端头切口的飞边。
6.3.5 钢筋切割必须用冷加工,其平头切口端面倾斜度不应大于2°
A.0.2 机床加工钢筋直螺纹丝头应一次剥肋滚扎成型,要求螺纹精度达到《普通螺纹公差与配合》( GB197)中规定的6h级,齿面粗糙度达 到Ra1.6,并实现剥肋滚扎刀具自动张合、自动退刀和自动停止。
A.0.4 随机抽取同规格丝头数的10%进行以下内容的外观质量检验并按附录C中表C.0.3的要求填写检查记录。
— 牙型检验:牙型饱满,无断牙、秃牙缺陷,且与环规牙型吻合,牙面光洁为合格品。
— 螺纹外径和同轴度检验:偏差应符合表3.4.2-1和表3.4.2-2的要求。
帖子评分 共1条
我要评分
-
找不到服务器:
论坛币: +5
好文章
2014-08-04 10:31
|




